In Tianhe Casting Group, we are able to undertake different automotive casting customisations, including transmission housing, engine housing, air intake pipe or manifold, suspension bridge, gears, pumps, light housing, etc. We do not only follow the testing standard that is proposed by clients, our experienced designing and manufacturing engineers tend to make adjustments and improvements to ensure the part has the best performance. We are also IAFT16949:2016 certified, a widely accepted standard in the international automotive industry, providing extra quality assurance to customers. In order to deliver high-quality standards, Tianhe Casting has multiple internal and external test methods to ensure the quality of a product. There are 4 main inspection or testing we do in Tianhe Casting to guarantee our product quality: Casting finishing, mechanical properties, chemical composition and crack detection.
What is Mechanical inspection and why is it so important?
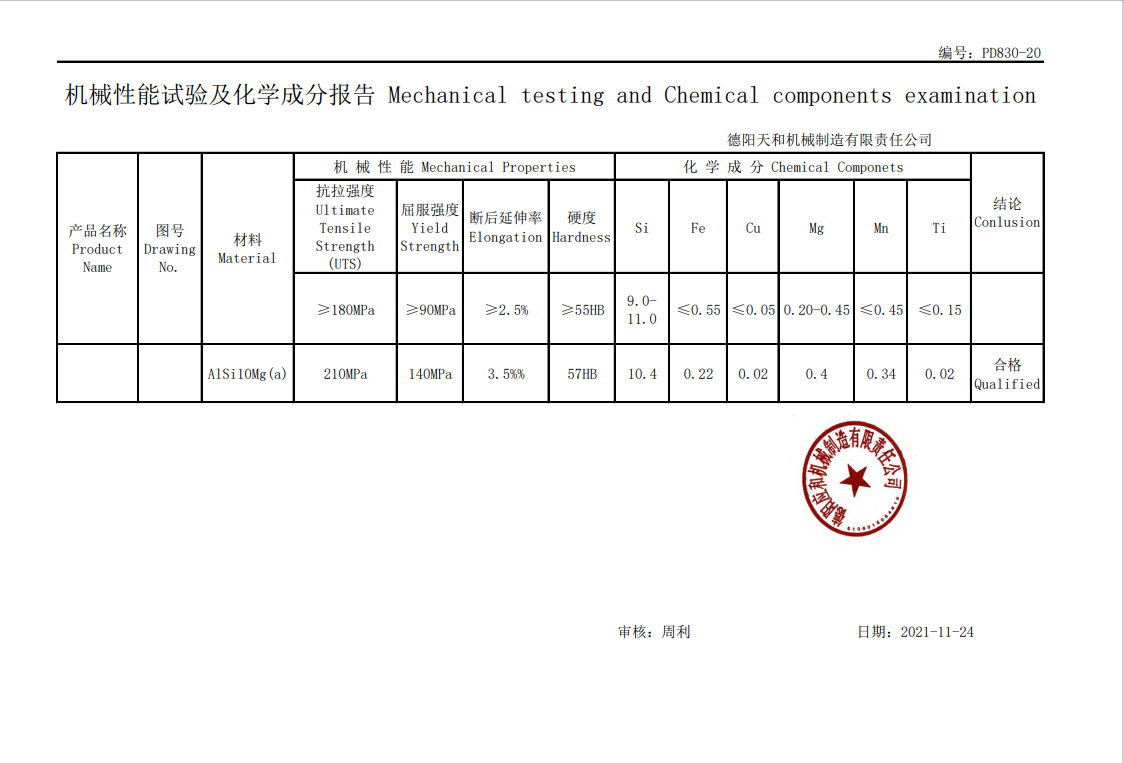
To begin with, we have our basic metal Mechanical inspections. Mechanical test methods are often specified on the drawings. There are common mechanical tests we do in our factory to check if the physical and mechanical characteristics meet the expected requirements.
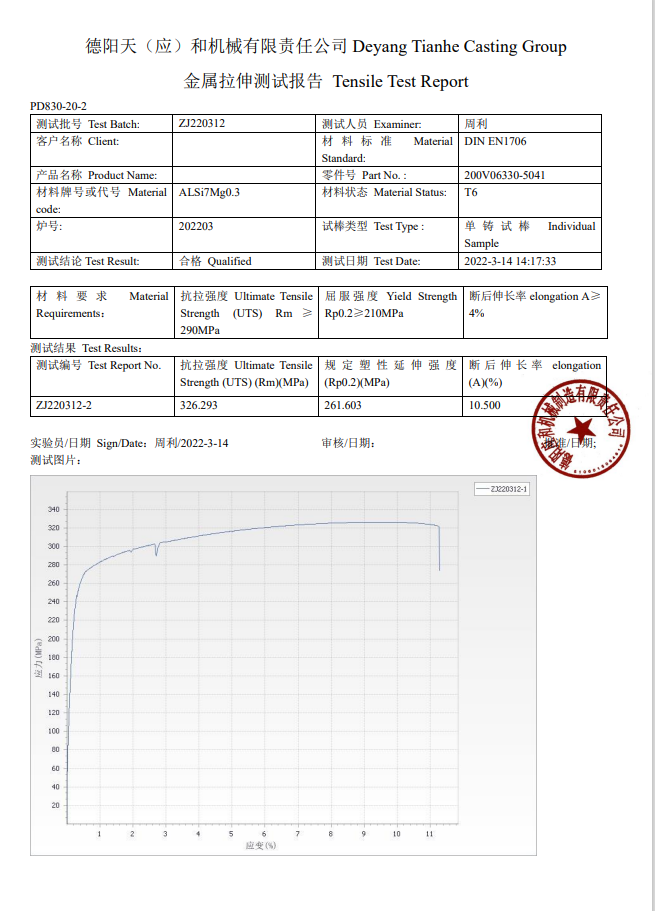
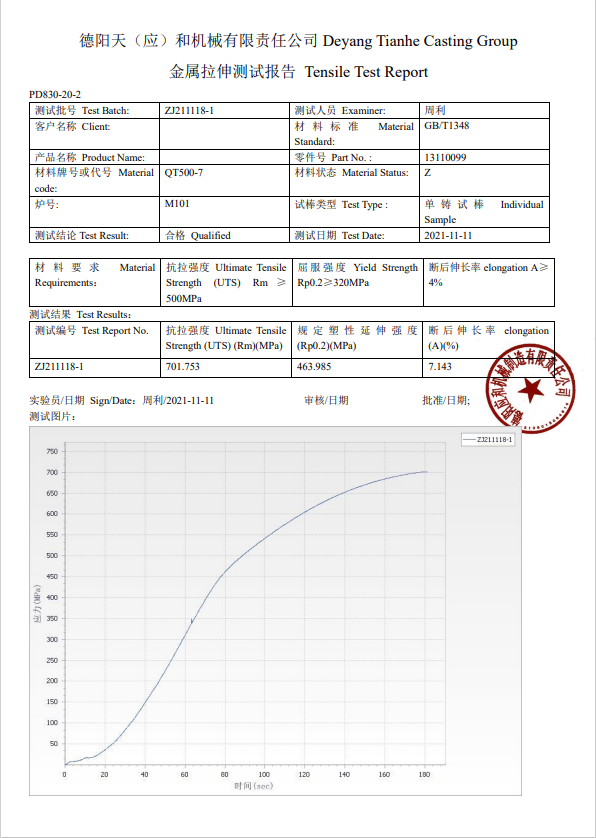
Tensile testing
Material strength and ductility change after the casting process, so the tensile test is required to make sure the customer’s standards are met. The quality assurance experts in Tianhe Casting often use the elongation, yield strength, and Ultimate Tensile strength (UTS) test methods to check how strong a material is and how much it can be stretched before it breaks.
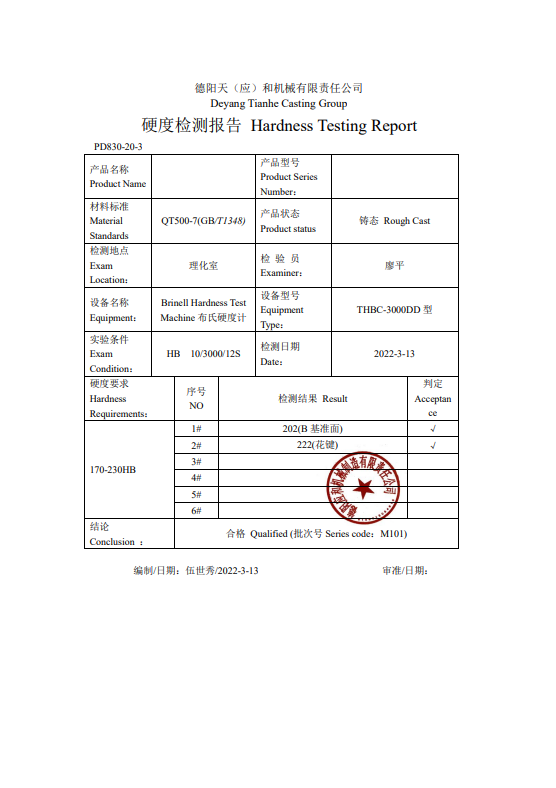
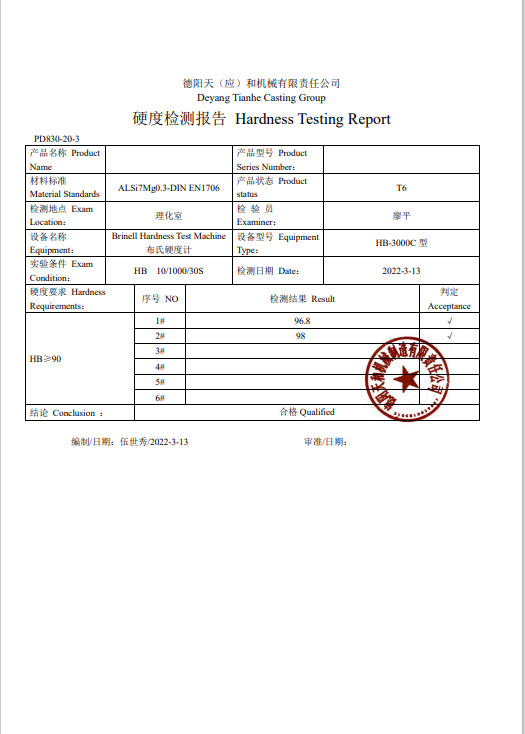
Hardness testing:
Hardness testing is one of the non-destructive tests performed after die casting, heat treatment, and shoot blasting process to check the properties of cast metals and their suitability in diverse applications. With diverse heat treatment temperatures and material contents, the material is incline to have different hardness. The hardness level would affect a casting part’s strength and wear resistance. In Tianhe Casting, we often use the Brinell hardness test method for our aluminium alloy and iron casting products.
3D Full size check for precision iron casting and aluminum casting products
The comparison of casting and mold deviation is the key and difficult point of precision casting. The traditional examination method is difficult to accurately measure the deviation value of complex and precise casting and mold. Therefore, our engineer uses the 3D full-scale scanning method to check the exact size of a rough cast in order to quickly detect the deviation for a part.
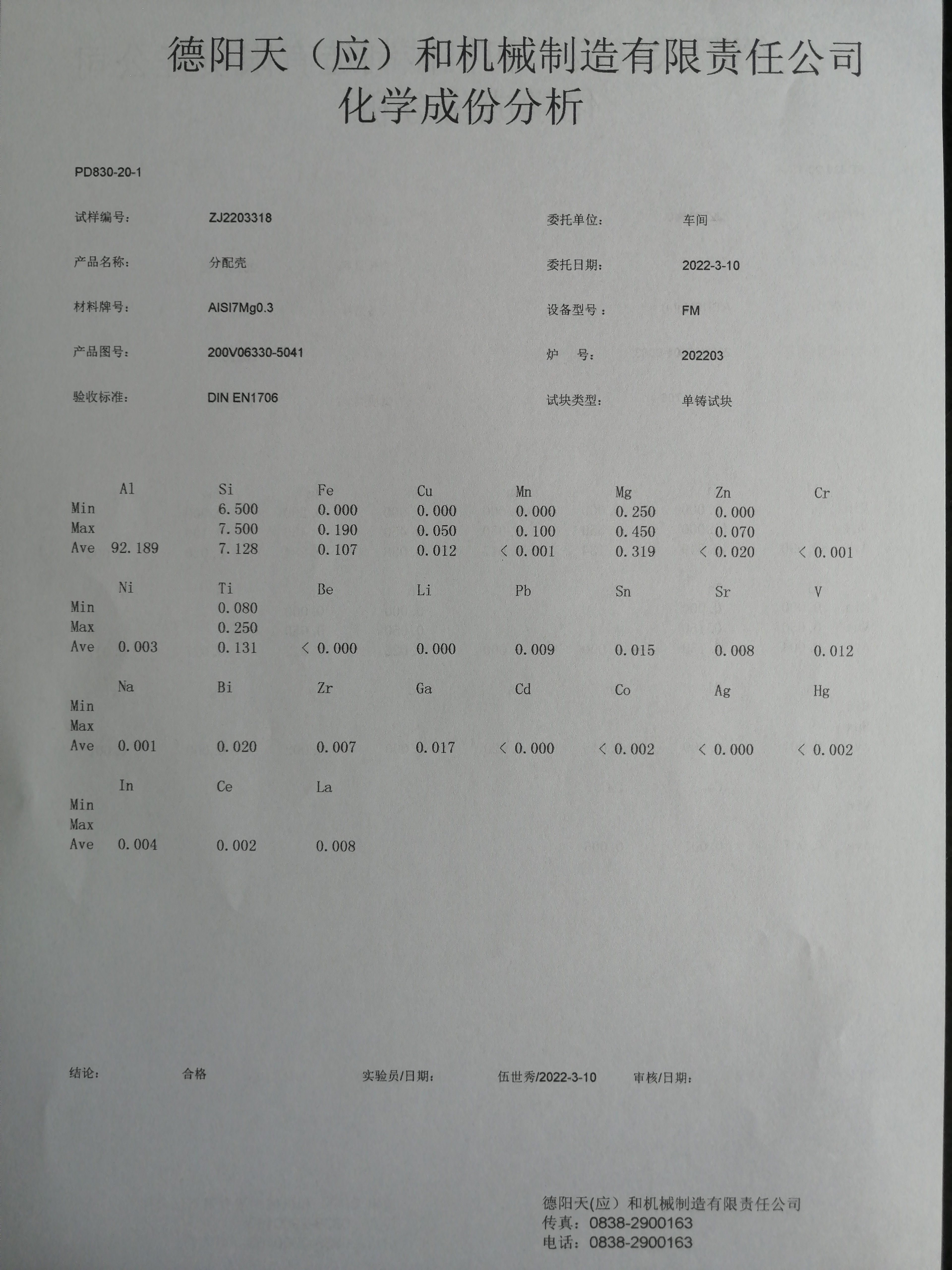
What are the important chemical composition testings?
Chemical Components Examination
Sometimes, minor alloy elements such as carbon or magnesium will be added to the material for different applications. Therefore, a sample of metal will be taken to the lab to check before pouring the metal into the casting mould in order to make sure the consistency of the casting products.
Metallographic examination
A small piece of specimen will be taken to the lab for microscopic examination to determine the metal grain size, shape, segregation, etc. The metallographic examination is the preparation of specimens for microscopic examination and the study of microstructures in relation to the physical and mechanical properties of a particular material. Casting alloys are typically specified per ASTM, AMS, and GB alloy specifications.
Why is dimensional testing important in casting indurstry?
In Tianhe Casting, we aim to provide our customers with products that in accordance with the drawings. Two main dimension check methods are applied before shipping. The first one is our 3D scan for rough cast products before sending them to our CNC Machining division. CMM is another critical measuring method we use to check part dimensions before shipping.
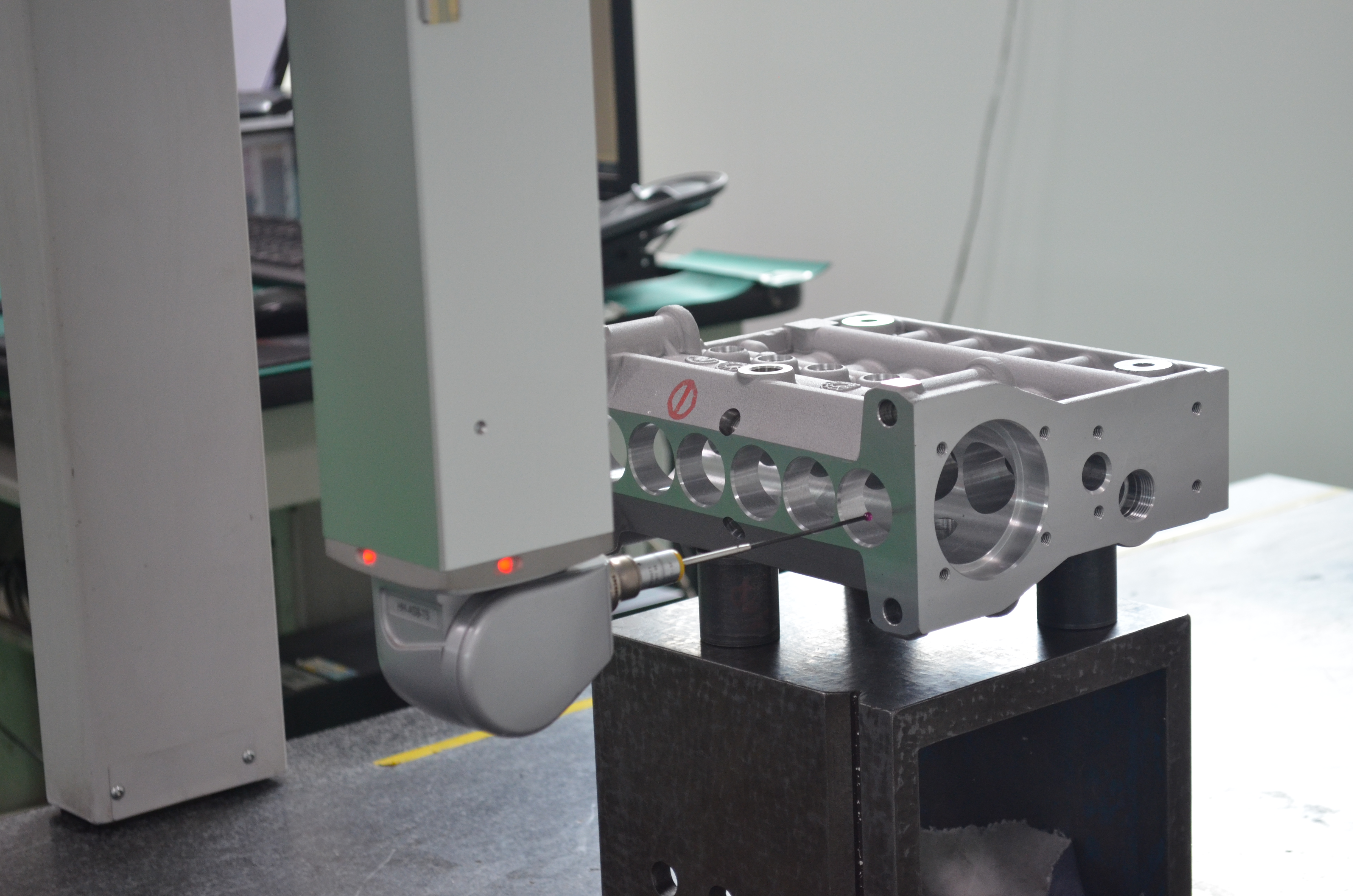
What is a CMM and why do we use it in the die casting industry?
CMM is short for Coordinate Measuring Machine, which plays a vital role in the final quality check. CMM is a device to measure part physical geometries after programming X, Y, and Z coordinates into the machine. Critical checkpoints are generated check with a probe after programming. Normally before making a part, our engineer experts would draw a plan of a full-size check for the product. As product structure becomes more and more complex, the requirement for accurate measurement becomes more and more vital. In our lab, we have 2 CMM and a portable Contracer CV-2100 to conduct quick and easy full-size checks for our finished goods.